

Figure 1: The fully automated robotic welding work cell, with all actions orchestrated by an AutomationDirect Productivity PLC, synchronizes the welding process, robot movements, and fixture positioning. Source: Properly Works
When a company known for its expertise in welding and steel fabrication secured a contract to provide fencing for construction of a bridge, there was no time to lose. Faced with the daunting task of fabricating over 3 miles of fencing within 90 weeks, it turned to Properly Works, a systems integrator with a proven record of optimizing manufacturing operations with automation and robotics, to help develop a solution that would not only decrease the overall project timeline, but also yield high-quality results.
A typical segment of bridge fencing consists of 16 steel pickets secured with over 140 welds. When done manually, each segment required approximately 10 hours for setup and welding.
With years of experience as an industry leader in industrial welding and steel fabrication projects such as this, Lancaster, N.Y.-based Seibel Modern knew that a key to success would be maximizing efficiency. Recognizing the advantage automation would bring to this tedious process, work began to utilize a collaborative welding robot and develop an automated fixture to increase efficiency.
Implementing a tabletop-type robotic arm with a welder was the initial plan, but it was quickly determined that more significant automation would be needed. Elma Center, N.Y.-based Properly Works approached the project by working alongside the fence manufacturer to integrate previously independent systems into a fully automated robotic work cell (Figure 1).
The difference was undeniable—an astonishing 12-1 reduction in time, with the added benefit of reducing touch up work by 50%. To better appreciate the successful results, we’ll take a closer look at the approach that made it possible.
Collaborators bridge knowledge gaps
With the clock ticking, this would be a collaborative project. Properly Works and Seibel Modern worked to create a specification, with Seibel defining the welding geometry and requirements and the fixturing, while Properly Works applied sensors and automation for optimum operation and safety.
Drawing on its metalworking expertise, Seibel Modern created the welding fixture powered by Properly Works’ servo motor driven rack-and-pinion mechanism to position the robot for welding. The fixture included clamping and horizontal-to-vertical positioning using a hydraulic lift.
Synchronization of motion with the gantry positioning system for the robotic welding arm was a core requirement to the design.
Welding project requires orchestrated production
Putting the pieces of each independent system together required a thoughtful integration strategy. The advanced digital welder needed to communicate not only with the intelligent robot, but also the systems controlling the welding fixture, the workcell safety systems, and the operator controls.
The design also needed the flexibility to adapt to different fence segment configurations. A programmable logic controller (PLC) was determined to be the ideal maestro for the application, orchestrating the movements of each control subsystem.
As an independent systems integrator (SI), Properly Works deploys these systems using a variety of brands for robotics, welders, motion control systems, and general industrial automation products.
When there are no initial defined requirements driving the work, Properly Works typically prefers choosing AutomationDirect‘s portfolio for automation and motion control due to the comprehensive range of products, ease of selection, use, and support, and the exceptional price/performance ratio.
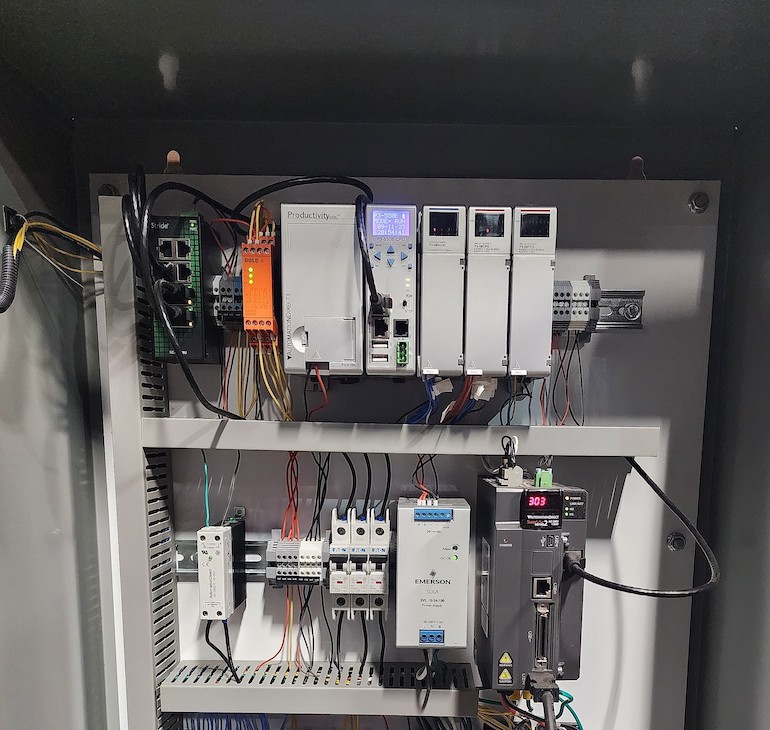
Figure 2: An AutomationDirect Productivity 3000 PLC provided the programming, memory, and communications capabilities to orchestrate the SureServo2 drive with the robotic welder and other automation. Source: Properly Works
For this project, the AutomationDirect Productivity 3000 PLC was selected as the controller for the robotic work cell for its versatility and scalability (Figure 2). A multitude of features and functionality, combined with large storage capability and EtherNet/IP communications all factored into this decision. This PLC would coordinate motion through an AutomationDirect SureServo2 system.
With hardwired input/output (I/O) signals, as well as IO-Link connected discrete signals, and Ethernet and serial digital communications, the PLC easily interfaced with all robotic functions, the digital-based welder, safety systems, the hydraulically operated welding fixture, and the motion-controlled gantry system for positioning the robotic arm.
The SureServo2 drives a pinion gear which moves the gantry rack, and the Productivity PLC has the processing power and native motion control functions to command precise movement while seamlessly integrating and coordinating with the automation and robotic components.
The PLC also interacts with an AutomationDirect C-more human-machine interface (HMI), for complete visualization of the system.
Within any robotic work cell, safety is paramount. Although the Productivity PLC does not have native safety-rated functions, it interfaces with dedicated safety components that are hardwired to create a work cell safety circuit.
Several safety products were used in the design including Dold safety relays for monitoring the safety circuit, Datasensing safety light curtains (Category 4, Type 4) to detect intrusion into restricted areas, and both mushroom pushbutton and cable-pull safety switches emergency stop (e-stop) devices.
The cable pull can be triggered from any location along the cable length, providing a convenient safety measure inside the work cell where an e-stop button may not be within reach.
To ensure the quality of the finished product, precise positioning of both the robot and steel pickets is critical for each fence segment. During the welding process, the SureServo2 system controls a rack-and-pinion linear actuator to accurately position the robot across 9 ft. of linear travel.
The PLC manages the robot’s position along the linear access, as well as six additional axes of motion on board the robot arm itself. The start and stop points for each weld are determined by the PLC, using feedback from the SureServo2 system and servo encoder sensor. Software limits are imposed to protect against over travel.

Now accepting session submissions!
Special cases spark creativity
Although a vast majority of the fence segments were standardized, it was occasionally necessary to construct and weld special segments, for instance a partial segment with half the number of pickets. The PLC made it easy for Properly Works to develop a program able to accommodate variations in fence segments.
For each special case, a “recipe” option was developed within the programming logic. Similar to how recipes are used in the process industry, using a recipe technique made it easy for the operator to dynamically configure the size and type of each fence segment.
To maintain consistent, high-quality welds throughout the process, the system was designed to address the effects of splatter from arcs and sparks on the welding nozzle by using an automatic reamer to periodically clean debris from the welding nozzle.
In this application, it was more effective to initiate the cleaning function timing and sequence directly from the PLC. This allows the PLC to send the robot to the cleaning station at the most convenient times during the process after a specific number of welds are completed, maximizing efficiency while reducing weld defects and conserving consumables.
The voltages and currents used during welding operations lead to the presence of high electromagnetic interference (EMI) and radio frequency interference (RFI). To ensure reliability in this harsh EMI/RFI environment, shielded cables and accessories like EMC cable clips, were used to protect the electronic equipment in the workcell.
Welding on the (graphical) fence
One of the noteworthy features of the system is the intuitive operator interface. Built on the C-more HMI panel, the color touchscreen interface is powerful yet easy to use. The HMI features a graphical representation of each fence segment (Figure 3), illustrating the position of each weld.
The welder has digital fault detection, capable of sensing process conditions that will cause a weld defect such as improper current or voltage, lack of gas, or the end of a wire coil. When a process anomaly is detected, the system will flag the weld. This is visible on the HMI and makes it easy for the operator to return the system to the home position and reinitiate the weld.
The operator also has the ability to flag any weld through the HMI while they are observing the process. In addition, the welder can pick specific fence posts, or even specific welds, to either include in the welding process, or exclude. This allows operators to do rework as required after inspection.
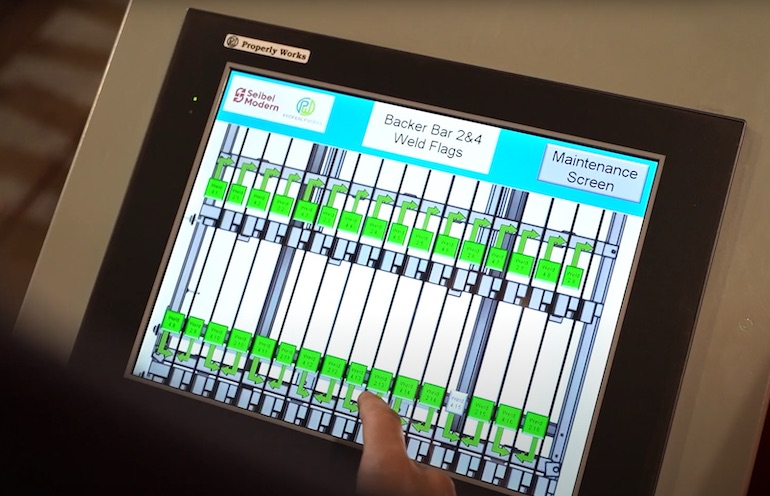
Figure 3: The C-more HMI shows each weld, with a flagging system to easily mark and identify process defects, improving efficiency, simplifying rework, and increasing overall quality. Source: Properly Works
Client sees significant, measurable results
The client was impressed with how easy the system was to operate, and it found that any floor employee could successfully operate the equipment after minimal training. With the new automated system, a single fence segment could be produced in 45 minutes — an incredible improvement from the original 12 hours!
Furthermore, weld defects were reduced, decreasing the need for touchup work by more than 50%. With proven results from the initial workcell, the entire operation was expanded to a total of three systems to increase throughput and maximize operations.
With the tight project timeline, Properly Works turned to AutomationDirect for most project automation needs including the PLC, HMI, servo system, electrical products, and safety components. The website provides stocking transparency, so it was easy to select and directly procure products that fit the technical requirements and timeline without the extra hassle of receiving quotes for various products through multiple distributors.
Both technical performance and commercial aspects have elevated AutomationDirect to be the preferred supplier for Properly Works.
Based on this project exceeding all goals, the client is now eager to pursue additional automation projects with Properly Works. With the right integration partner and smart technology, even the most daunting manufacturing challenges can be overcome with speed and precision.
 About the author
About the author
Dominic Myers is the president of Properly Works, leading a cross-functional team providing automation solutions for general manufacturing and food production. He has more than 25 years of experience in business strategy, product development, and market expansion, and a proven track record of delivering innovative, profitable solutions across diverse industries.
Myers is on the Industry advisory board at Buffalo State College, and the board of directors at the Buffalo Niagara Manufacturing Alliance (BNMA).